
Нагрев бывает двоякий.
1)Для придания материалу пластичности. После придания пластичности материал можно подвергать формообразованию. Из куска материала после прокатного формообразования можно получить проволоку.
2) Бывает нагрев выполняется с целью изменения структуры кристаллической решетки( придания ей новых свойств). Такой нагрев – под термообработку.
В обоих случаях нагрев выполняют в специальных печах ( нагревательных- под ковку, штамповку, прокатку; термических – под термообработку).
Все температурные графики подразделяются на два вида: под ковку, штамповку, прокатку-1; под термообработку-2.
Температурные графики разрабатываются специалистами технологами- термистами. Промтеплоэнергетики, используя уже разработанный график, создают оборудование и пытаются воспроизвести этот график при нагреве.
Температурный график под ковку, штамповку прокатку (для массивного тела)
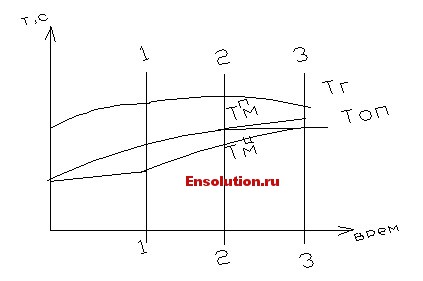
Каждая технология выполняется при определенной температуре- это температура операции. Она выбирается из справочной литературы и зависит от сорта стали. Условимся считать, что в сечении2-2 температура садки на поверхности приобретает температуру операции, а в сечении 3-3 ее приобретает центр садки.
Первая зона называется зоной щадящего нагрева.
Вторая- зона нагрева с максимальной скоростью.
Третья- сварочная зона.
Следует помнить, что при нагреве малоуглеродистых сталей с<0,4 необходимость в медленном нагреве исчезает.
Если садка массивная, то нагрев под термообработку выполняется в печи, имеющей прием без выдержки в 1-ой зоне.
- 10.Май.2015 - Высшая (низшая) теплота сгорания топлива - что это такое?
- 10.Май.2015 - Второй закон термодинамики. Определение, формулировка и вывод
- 10.Май.2015 - Процессы в ректификационных установках и их изображение в диаграммах
- 10.Май.2015 - Физико- и химико-термические процессы при нагревании в газовых атмосферах
- 10.Май.2015 - Первый закон термодинамики (определение). Внутренняя энергия, энтальпия